


Horizontal Drum Rotators | Industrial Drum Mixing Equipment
- Power Options: TEFC Electric, Explosion-Proof (EP), and Air-Powered/Pneumatic.
- Weight Capacity: Up to 1,000 lb liquid load; 400-800 lb dry load.
- Drum Compatibility: Standard 55-gallon (210-liter) steel drums.
- Rotational Speed: Variable or fixed speeds ranging from 5 to 20 RPM.

$6,775.00
$7,555.00
(You Save 10%)$6,798.00
$7,998.00
(You Save 15%)| Product Name | Power Type | Price | Status |
|---|---|---|---|
| TEFC - Horizontal Hydra-Lift Rotator Drum Mixer | Totally Enclosed Fan Cooled (Electric) | $6,775.00 | Available |
| EP - Horizontal Hydra-Lift Rotator Drum Mixer | Explosion-Proof (Electric) | $6,820.80 | Available |
| Air - Horizontal Hydra-Lift Rotator Drum Mixer | Pneumatic (Compressed Air) | $6,798.00 | Available |
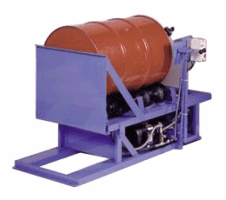
Hydra-Lift Mechanism and Loading Systems Industrial horizontal rotators are engineered with integrated hydraulic lift systems that allow for floor-level loading. This eliminates the requirement for separate forklifts or overhead cranes during the mounting process. The drum is secured within a heavy-duty saddle or cradle using a cinch chain and ratchet tightening system. Once secured, the hydraulic cylinder tilts the drum from a vertical position to the horizontal orientation required for rotation. This configuration is critical for facilities focused on ergonomic safety and the prevention of workplace injuries related to heavy lifting.
Frame Construction and Drive Components The structural integrity of drum rotators is maintained through high-tensile carbon steel frames, often finished with chemical-resistant powder coatings to prevent corrosion in harsh environments. The drive system consists of a motor (electric or air) coupled with a gear reducer to provide the torque necessary to rotate high-density materials. Drive wheels are typically manufactured from oil-resistant rubber or polyurethane to ensure consistent friction against the drum surface without causing deformation. The use of precision-aligned bearings ensures the rotation remains stable even when the drum contains unbalanced dry loads.
Compliance and Safety Protocols Drum rotators must adhere to specific safety and operational standards depending on the environment. Units designated as "EP" (Explosion-Proof) are engineered to comply with Class I, Division 1, Group D requirements, making them suitable for environments where flammable vapors or gases are present. Air-powered models offer an alternative for hazardous locations, as they do not possess electrical components capable of sparking. Furthermore, these machines often incorporate safety enclosures or interlocking gates to meet OSHA requirements regarding moving machinery and point-of-operation guarding.
Sector-Specific Utility The application of horizontal drum rotation spans several sectors where material consistency is paramount. In the chemical industry, rotators prevent the settling of pigments and resins in coatings and inks. In the agricultural sector, they are utilized to blend liquid fertilizers and pesticides. The food and beverage industry utilizes stainless steel or washdown-compatible models to re-suspend ingredients that have separated during storage. Additionally, these units are used for "tumbling" parts in abrasive media or cleaning the interior of drums by rotating them with solvents and cleaning agents.
Technical Factors for Equipment Specification Selecting the appropriate drum rotator requires an analysis of the specific gravity of the contents and the facility�s power availability. For standard non-hazardous liquids, a TEFC (Totally Enclosed Fan Cooled) motor provides a cost-effective solution. If the materials are flammable, pneumatic or explosion-proof motors are mandatory. Buyers must also consider the "dry load" vs. "liquid load" capacity; dry materials (such as powders or pellets) exert more stress on the drive system due to shifting centers of gravity during rotation, often requiring a reduction in the maximum weight capacity compared to liquid loads.
