


Barrel & Pail Accessories | Dispensing Tools
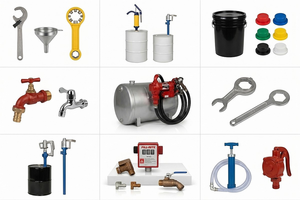
- Material Composition: Corrosion-resistant Stainless Steel, Zinc-Plated Carbon Steel, Chemical-Resistant Polypropylene, and Aluminum.
- Size/Compatibility: Fits standard 55-Gallon drums, 5-Gallon pails, and 275/330-Gallon IBC Totes.
- Compliance/Ratings: FM-Approved safety vents, Food-Grade (FDA) liners, and NIST-traceable flowmeters.
- Tool Categories: Dispensing Pumps, Bung Wrenches, Handling Dollies, and Environmental Seals.
Question? call: BayTec at 888-460-3786 or Email us at sales@baytec.net

Configuration Analysis
Industrial container accessories are categorized by their functional role in the container lifecycle: opening, dispensing, and transport. Opening tools include non-sparking bung wrenches and lug-top pail openers designed to provide high leverage without compromising the structural integrity of the closure. Dispensing configurations range from simple gravity-fed drum faucets to complex rotary or piston-action pumps. For high-precision operations, digital flowmeters and proportioners are integrated to ensure exact volumetric displacement. Finally, secondary containment and mobility accessories, such as 5-gallon bucket dollies and heavy-duty drum trucks, are configured to stabilize loads during internal facility transit, reducing the risk of tipping or structural failure.
Material Engineering The durability of drum accessories is contingent upon material selection relative to the chemical properties of the media being handled. Metal components, such as deheaders and wrenches, are often manufactured from hardened steel or non-sparking aluminum bronze for use in volatile environments. Plastic accessories, including REMCO polypropylene shovels and polyethylene liners, provide high resistance to caustic agents and acids that would otherwise corrode metallic tools. Specialized flexible barriers, such as Mylar bags and oxygen absorbers, utilize multi-layer foil laminates to provide superior gas and moisture vapor transmission rates (MVTR), ensuring the long-term stability of sensitive food-grade or pharmaceutical powders stored within pails.
Regulatory Standards Safety and compliance accessories are mandatory for maintaining OSHA and DOT standards in industrial settings. Safety vents are engineered to provide automatic pressure relief, preventing drum rupture due to thermal expansion or vacuum collapse during dispensing. In hazardous material (Hazmat) applications, FM-approved (Factory Mutual) components are required to minimize fire risks. Furthermore, environmental compliance is supported through the use of drum seals and tamper-evident ties, which provide a chain of custody for regulated waste. For food-grade applications, accessories such as Purogene water preservers and FDA-compliant liners ensure that the container system meets 21 CFR requirements for contact surfaces.
Industrial Applications The application of these accessories spans diverse technical sectors. In chemical manufacturing, drum mixers and tumblers are utilized to homogenize settled solids before dispensing. The automotive and lubricants industry relies on Oil Safe containers and quick-connect dispensing systems to prevent cross-contamination of fluids. In agricultural and large-scale food storage, drum heaters and IBC heaters are applied to maintain the viscosity of temperature-sensitive liquids like fats, oils, or honey. Warehousing operations utilize drum scales and mechanical flowmeters to maintain accurate inventory records and ensure precise filling of secondary containers during the repackaging process.
Selection Criteria Technical selection of accessories must begin with an audit of thread compatibility and chemical resistance. Most industrial drums utilize 2" NPT or Buttress threads; selecting a pump or faucet with incompatible threading will lead to seal failure. Buyers must also consider the viscosity of the liquid; high-viscosity media require heavy-duty gear pumps or induction heaters to facilitate flow. Ergonomic requirements should also drive selection�for example, choosing a drum lifter with a specialized "eagle claw" grip for rimmed steel drums versus a strap-style lifter for smooth-sided plastic barrels. Finally, environmental factors such as the presence of explosive vapors dictate the need for grounded, non-sparking tools and ATEX-rated electronic components.
Industrial Drum Pump Technical Specification Table The following table provides a technical breakdown of drum pump configurations and their performance limits based on fluid viscosity (measured in centipoise, cP).
Technical Selection Engineering Viscosity Dynamics Viscosity is the measure of a fluid's resistance to flow. Standard centrifugal pumps (electric) are engineered for high-volume transfer but experience significant performance degradation as viscosity exceeds 1,500 cP. For non-Newtonian fluids or high-viscosity media, positive displacement pumps (Progressive Cavity or Piston) are required to maintain a constant flow rate regardless of the system's backpressure.
Material Compatibility Standards Pump components must be matched to the chemical nature of the media to prevent mechanical failure or fluid contamination:
Polypropylene / PVDF: Utilized for aggressive acids, bleach, and inorganic chemicals.
316 Stainless Steel: Required for flammable liquids (to enable grounding) and food-grade hygiene.
Aluminum: Suitable for non-corrosive petroleum-based lubricants and fuels.
Hazardous Environment Compliance In facilities where flammable vapors are present (NEC Class I, Div I), pumps must be either pneumatically operated or equipped with explosion-proof (XP) motors. All metallic pump tubes used with flammable liquids must be bonded and grounded to the receiving container to dissipate static electricity generated during fluid friction.
Material Engineering The durability of drum accessories is contingent upon material selection relative to the chemical properties of the media being handled. Metal components, such as deheaders and wrenches, are often manufactured from hardened steel or non-sparking aluminum bronze for use in volatile environments. Plastic accessories, including REMCO polypropylene shovels and polyethylene liners, provide high resistance to caustic agents and acids that would otherwise corrode metallic tools. Specialized flexible barriers, such as Mylar bags and oxygen absorbers, utilize multi-layer foil laminates to provide superior gas and moisture vapor transmission rates (MVTR), ensuring the long-term stability of sensitive food-grade or pharmaceutical powders stored within pails.
Regulatory Standards Safety and compliance accessories are mandatory for maintaining OSHA and DOT standards in industrial settings. Safety vents are engineered to provide automatic pressure relief, preventing drum rupture due to thermal expansion or vacuum collapse during dispensing. In hazardous material (Hazmat) applications, FM-approved (Factory Mutual) components are required to minimize fire risks. Furthermore, environmental compliance is supported through the use of drum seals and tamper-evident ties, which provide a chain of custody for regulated waste. For food-grade applications, accessories such as Purogene water preservers and FDA-compliant liners ensure that the container system meets 21 CFR requirements for contact surfaces.
Industrial Applications The application of these accessories spans diverse technical sectors. In chemical manufacturing, drum mixers and tumblers are utilized to homogenize settled solids before dispensing. The automotive and lubricants industry relies on Oil Safe containers and quick-connect dispensing systems to prevent cross-contamination of fluids. In agricultural and large-scale food storage, drum heaters and IBC heaters are applied to maintain the viscosity of temperature-sensitive liquids like fats, oils, or honey. Warehousing operations utilize drum scales and mechanical flowmeters to maintain accurate inventory records and ensure precise filling of secondary containers during the repackaging process.
Selection Criteria Technical selection of accessories must begin with an audit of thread compatibility and chemical resistance. Most industrial drums utilize 2" NPT or Buttress threads; selecting a pump or faucet with incompatible threading will lead to seal failure. Buyers must also consider the viscosity of the liquid; high-viscosity media require heavy-duty gear pumps or induction heaters to facilitate flow. Ergonomic requirements should also drive selection�for example, choosing a drum lifter with a specialized "eagle claw" grip for rimmed steel drums versus a strap-style lifter for smooth-sided plastic barrels. Finally, environmental factors such as the presence of explosive vapors dictate the need for grounded, non-sparking tools and ATEX-rated electronic components.
Industrial Drum Pump Technical Specification Table The following table provides a technical breakdown of drum pump configurations and their performance limits based on fluid viscosity (measured in centipoise, cP).
| Pump Type | Operating Mechanism | Max Viscosity (cP) | Typical Industrial Media |
|---|---|---|---|
| Manual Rotary | Internal Rotor / Vanes | 500 cP | Diesel, light oils, water-based fluids. |
| Manual Piston | Reciprocating Piston | 2,000 cP | Motor oils, hydraulic fluids, anti-freeze. |
| Electric Centrifugal | High-Speed Impeller | 1,500 cP | Corrosives, acids, bases, and solvents. |
| Progressive Cavity | Helical Rotor & Stator | 100,000 cP | Resins, polymers, honey, and heavy syrups. |
| Air Diaphragm | Pneumatic Diaphragms | 50,000 cP | Slurries, paints, and abrasive chemicals. |
| High-Pressure Piston | Air-Operated Piston | 500,000+ cP | Greases, mastics, and heavy adhesives. |
Technical Selection Engineering Viscosity Dynamics Viscosity is the measure of a fluid's resistance to flow. Standard centrifugal pumps (electric) are engineered for high-volume transfer but experience significant performance degradation as viscosity exceeds 1,500 cP. For non-Newtonian fluids or high-viscosity media, positive displacement pumps (Progressive Cavity or Piston) are required to maintain a constant flow rate regardless of the system's backpressure.
Material Compatibility Standards Pump components must be matched to the chemical nature of the media to prevent mechanical failure or fluid contamination:
Polypropylene / PVDF: Utilized for aggressive acids, bleach, and inorganic chemicals.
316 Stainless Steel: Required for flammable liquids (to enable grounding) and food-grade hygiene.
Aluminum: Suitable for non-corrosive petroleum-based lubricants and fuels.
Hazardous Environment Compliance In facilities where flammable vapors are present (NEC Class I, Div I), pumps must be either pneumatically operated or equipped with explosion-proof (XP) motors. All metallic pump tubes used with flammable liquids must be bonded and grounded to the receiving container to dissipate static electricity generated during fluid friction.
